

我们的现场实拍视频将带您走进紫铜片止水生产厂家产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:紫铜片止水生产厂家的图文介绍


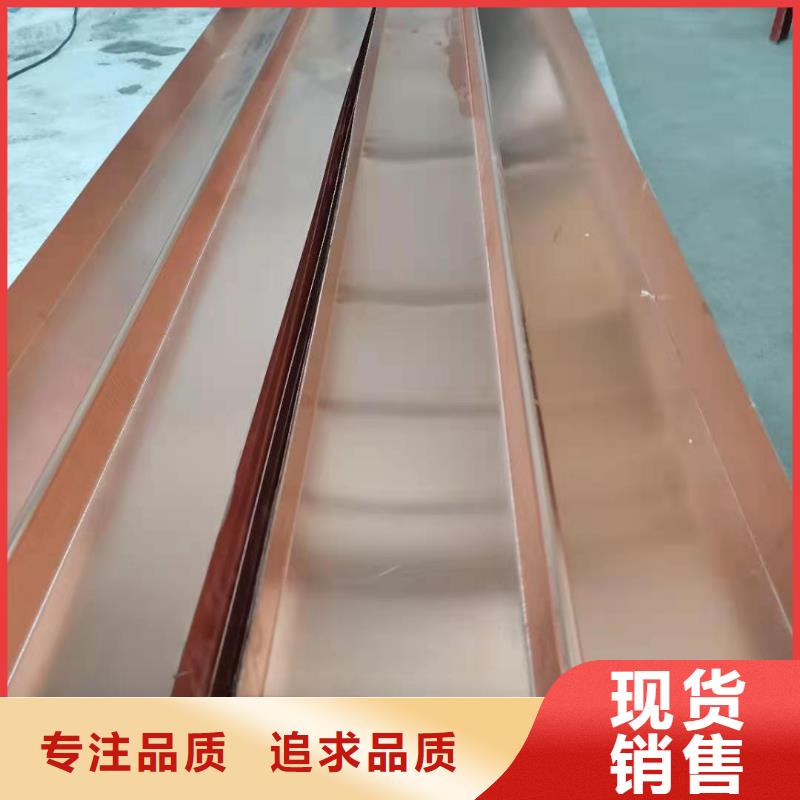
止水铜板又被称为紫铜止水青海西宁铜止水(就是指以紫铜或纯铜生产加工而成),铜具备导电率优良,溶点高优势,常常做为输电线或是熔断丝。纯铜的颜色是鲜红色的,其溶点在1100℃上下,相对密度做到8.9g/cm3。往往展现为暗紫色,是由于铜表层被氧化而产生的空气氧化膜而致,此空气氧化膜的出现恰好是铜耐空气氧化浸蚀的根本原因所属。止水铜板常用的铜一般为T2型的一般紫铜,其铜成分超过99.8%。止水铜板具备优良的抗腐蚀,抗拉强度高,具备优良的形变性,适用高級水利建筑物的基本防水,坝身防水等。 特性 止水铜板是一种高平稳,低保护的屋顶和幕墙铝单板,环境保护,应用性,便于生产加工并具有抗腐蚀。其屈服强度和拉伸强度反比,经生产加工折边的铜钱强度极高,但可根据热处理工艺减少。在任何工程用金属复合材料中,铜具备的延展特性,在融入建筑美学层面,具备很大的优点。铜钱不会受到生产加工溫度的限定,超低温时不会改变脆,高溶点时可运用氧吹等热熔焊接方法。即便在非常高腐蚀的大气污染中,铜钱也会生成牢固, 性的钝化处理防护层,别名“铜绿”。其成分在于所处地方的气体标准,但各种各样成份的“铜绿”对铜钱的防护作用基本一致。这层钝化处理膜十分平稳,遭受损坏可自动修复,人眼难分。 功效 在水利建设中房屋建筑因各类因素必须 留变形缝,变形缝,使建筑构造不可以融为一体,如果不选用防水(防漏水)对策水便会从建筑构造的间隙漏水出去,为工程施工质量性,因此 必须 防水技术性和防水原材料。



兴泰工程材料有限公司应对全球化的经济发展,以先进的管理理念,及时的信息,努力为 青海西宁沥青木板客户提供便捷,有效的资源。公司发扬以优质的服务为目标,靠诚实守信获双赢的经营理念,坚持以人为本的企业文化,推崇“尊重个人,服务客户,追求卓越”的原则,凭借创新领导管理层,稳定的员工队伍,完善的管理制度,与快速发展的企业信息化建设,与客户建立长期的合作关系。



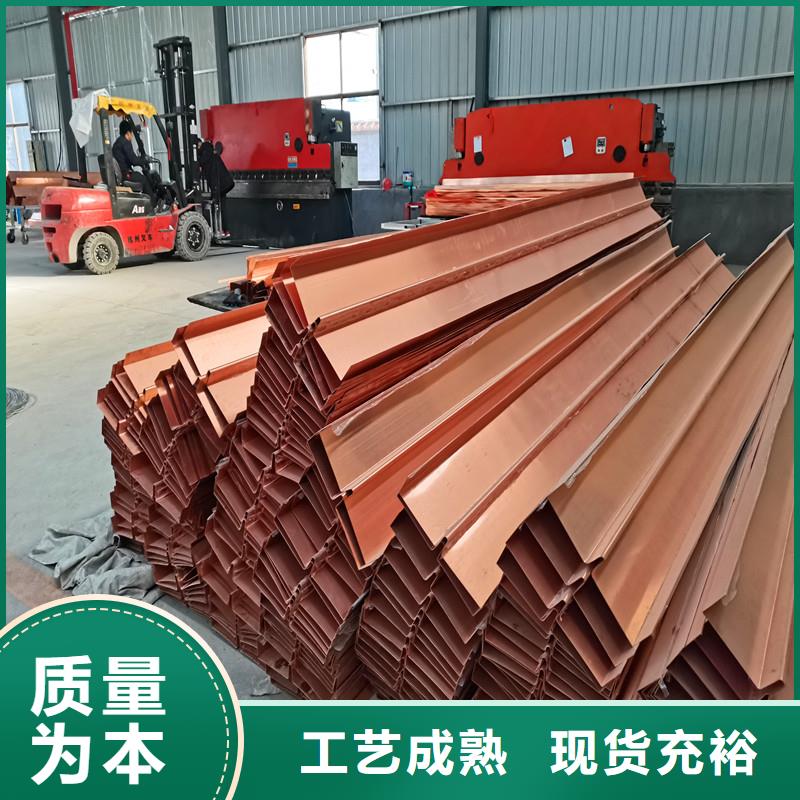
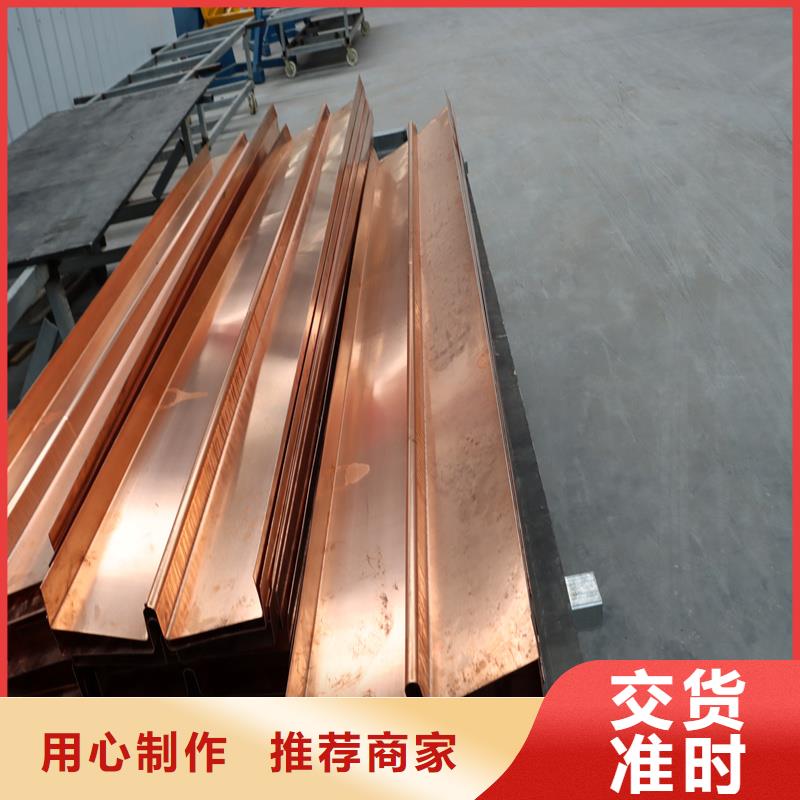
紫铜止水常被广泛的使用于各种水工建筑的防渗水、漏水中,青海西宁铜止水根据不同项目的设计要求,可以加工成W型止水铜片、F型、T型、U型等。而紫铜止水能根据不同需求加工成不同形状的止水铜片,取决于紫铜止水优良的加工特性。 紫铜止水,原材料为含量大于等于99%的电解铜,因其铜含量大、在空气中表面被氧化而呈紫红色得名。铜具有可塑性加强的特性,决定其加工性能良好,可以在退火之后,延伸率达到30%以上。因此,不仅加工性能可塑性强,且在使用过程中,抗拉防震效果也可超出普通止水材料。 铜片止水广泛应用于各大水工建筑中,为整个工程的防渗水、漏水方面起到了不可磨灭的重要作用。而铜片止水原材料以紫铜加工而成,具有优良的延伸、导电、导热、耐蚀等性能和良好的工艺性能、物理性能、化学性能、机械性能、工业性能等,可随纯度、温度、生产方法、金属组织、塑性变形程度等不同而变化。所以铜片止水可满足水工建筑的不同需求而得到广泛应用。



防渗止水体系是水工土建筑物的里安装重要组成部分。青海西宁铜止水水工建筑物由于其结构尺寸、型式.荷载及基础处理不一等原因,常常要设置--定数量的伸缩缝、沉降缝,伸缩缝、沉降缝之间必须安装止水构件,以确保防渗效果。紫铜片止水是常用的一种,它具有防渗性能好,适应变形能力强不易锈蚀断裂的优点。 水工建筑物常建在软弱地基上,要采取必要的地基处理措施,各个部位基础处理措施不可能完全一样,必然会产生不均匀沉降,紫铜片材料本身虽然具有较好的柔韧性,但其变形能力已远远不能满足水工建筑物结构不均匀沉降和水平位移的要求。如果不在结构型式上做一定的设计处理当所受拉力过大时,紫铜片也会出现断裂(特别是焊接处),止水结构就此破坏,将会给水工建筑物的运行带来危险。 防渗止水是水工建筑物的关键一环,紫铜片是水工建筑物沉降缝伸缩缝之间常用的止水材料,其结构设计是否科学关系到水I建筑物的、可靠运行。 紫铜片止水的加工与连接 紫铜片止水按设计形状、尺寸,采用专门成型机根据需要长度加工挤压整体成型,确保成型质量。加工时,尽量减少接头数目。挤压加工成型的紫铜止水片长度大,搬运过程中容易发生扭曲变形,为避免发生此现象,应尽可能靠近工作面加工,成品出口处设置托架。对于异型接头,计划在现场根据实际需要进行加工和连接。详见“紫铜止水片异形头制作与搭接”


铜止水片(是由紫铜或纯铜生产加工而成),青海西宁铜止水因而铜止水片的电焊焊接应以紫铜焊接检验标准。铜止水片电焊焊接宜选用气割或氩弧焊机,这儿详细介绍气割的操作流程及其常见问题。 气割是用O2与乙炔气体造成高溫,熔融焊丝与焊接件的金属材料疑固后产生焊接的焊接工艺。 其具体步骤办法是:关掉焊把电源开关,将乙炔气体及O2开启,打火渐渐地开启焊把电源开关引燃焊嘴,将焊丝依据必须 放到被焊物件上,再慢慢调准焊嘴的火焰高低,应用火焰溶化焊丝与焊接件的合金凝结后产生-条焊接。 需运用衔接焊的方式 ,其钢筋搭接尺寸不能低于40mm,与此同时为得到高宽比和总宽匀称的焊接,钢筋搭接焊可选用左焊接方法,即焊炬从右往左边挪动的方式 。气割的操作过程方式 包含氧气乙炔焰的引燃.调整和灭掉.起焊.电焊焊接全过程中焊炬和焊丝的健身运动.连接头和结尾的使用要点。 1.火苗的引燃 焊炬的握法,应左手拿焊炬,将食指和无名指坐落于氧e调节阀处,与此同时大拇指还能够电源开关.调整乙炔气体调节阀门,随时随地调整汽体的总流量。引燃火苗时,先要稍稍打开氧s气调节阀门,随后再开乙炔气体调节阀门,二种汽体在焊炬内混和后,从焊嘴喷出来,这时将焊嘴挨近明火就可以引燃。打火时,拿明火的手不必正对接焊嘴,也不能将焊嘴偏向别人或易燃物,防止出现事故。(留意)一开始打火时,很有可能发生持续”放鞭炮"声,缘故是乙炔气体不纯,需释放不良的乙炔气体再次打火。有时候发生不容易打火的状况,大部分状况是氢开得过大而致,这时候应将氧e调节阀调小。


